


简约而不简单,我们的【不锈钢无缝管】304不锈钢拉丝板厂家货源稳定产品视频将用直观的方式展示产品的核心价值。
以下是:【不锈钢无缝管】304不锈钢拉丝板厂家货源稳定的图文介绍

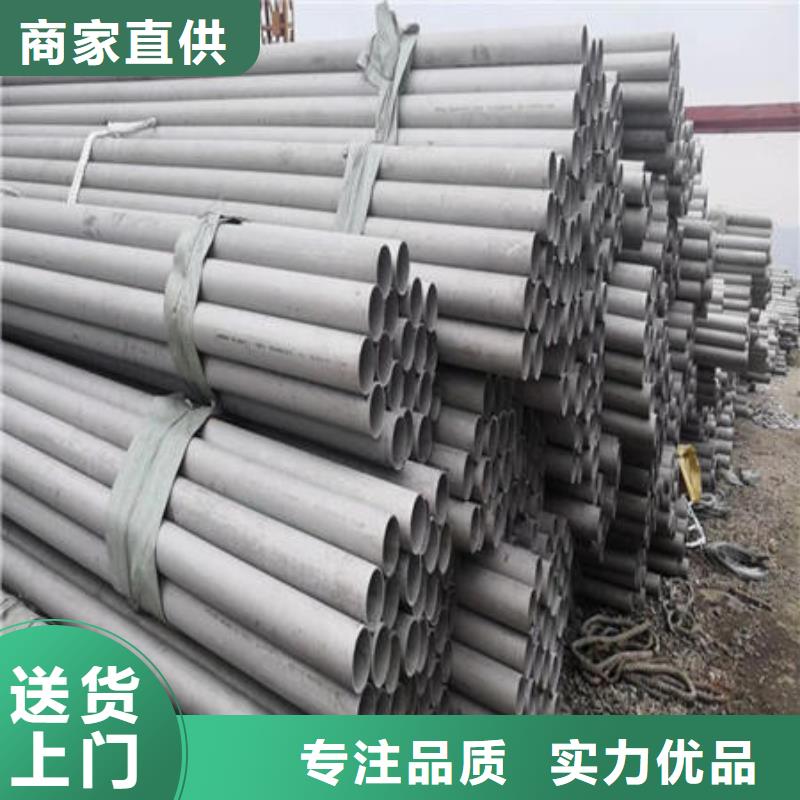
万宇金属材料有限公司生产经销批发的 山西阳泉不锈钢焊管畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,欢迎新老客户前来洽谈业务。


渗透探伤:荧光、着色、检测钢管表面缺陷。钢管理化性能检验:拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)纵向,横向试样 管段、弧型、圆形试样(¢10、¢12.5)小口径、薄壁 大口径、厚壁 定标距。备注:试样断后伸长率与试样尺寸有关 GB/T 1760冲击试:CVN、缺口C型、V型、功J 值J/cm2标准试样10×10×55(mm) 非标试样5×10×55(mm)硬度试验布氏硬度HB、洛氏硬度HRC、维氏硬度HV等液压试验:试验压力、稳压时间、 p=2Sδ/D钢管工艺性能检验过程:压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D)L=40~100mm 单位变形系数=0.07~0.08环拉试验:L=15mm 无裂纹为合格扩口和卷边试验:顶心锥度为30°、40°、60°弯曲试验:可代替压扁试验(对大口径管而言)钢管金相分析:高倍检验(观分析):非金100xGB/T 10561 晶粒度:级别、级差组织:M、B、S、T、P、F、A-S脱碳层:内、外。A法评级:A类-硫化物类-氧化物 C类-硅酸盐 D-球状氧化 DS类。低倍试验(宏观分析):肉眼、放大镜10x以下。酸蚀检验法。硫印检验法(管坯检验,显示低培组织及缺陷,如疏松、偏析、皮下气泡、翻皮、白点、夹杂物等。塔形发纹检验法:检验发纹数量、长度及分布。



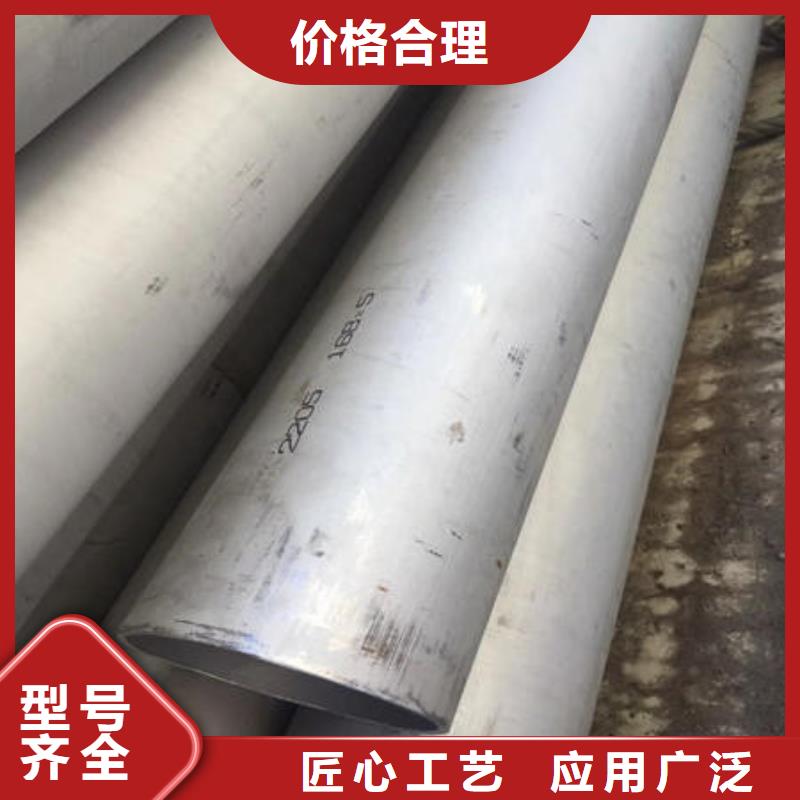
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。


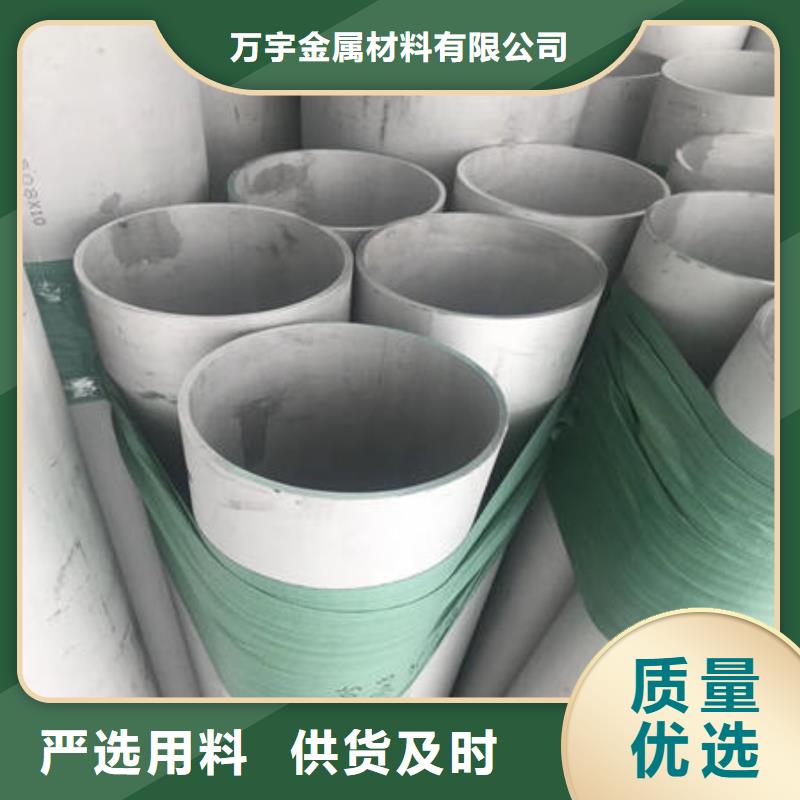
规格及外观质量:按GB14975-2002《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。钢管两端应切成直角,并毛刺。

